
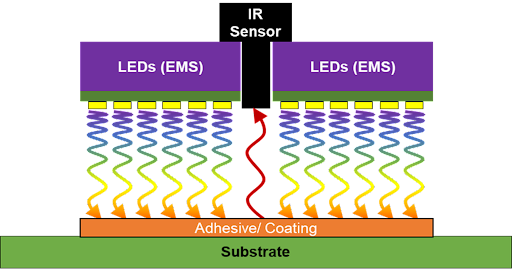
Selective Photoheating operates in two ways:
- By direct exposure of adhesives/coatings
- he adhesive is heated indirectly by irradiating the substrate in direct contact with the adhesive (e.g. under the substrate).
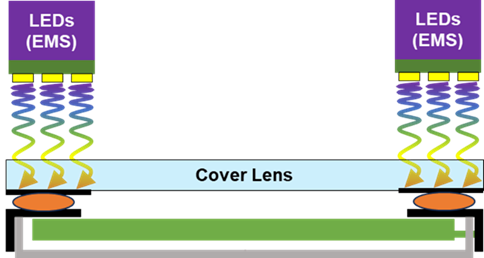
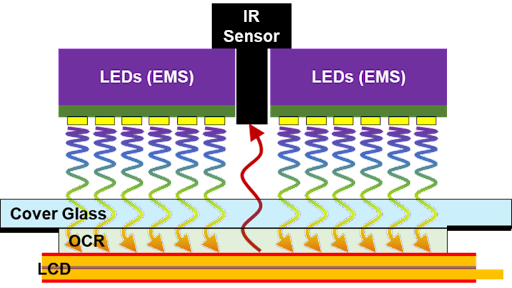
The schematic below illustrates the photo-heating principle in an optical display bonding application using silicone OCR.
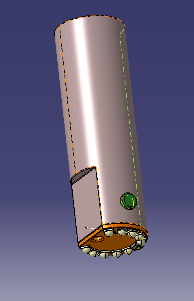
 Further we also show examples of equipment used to cure adhesives in display applications:
Further we also show examples of equipment used to cure adhesives in display applications:


The LEDs used for these devices will follow certain contours and as such we can accurately define the areas where (and how much) heat is generated or not. It quickly raises the temperature to a specific target and maintains it within set upper and lower limits for a predetermined time.

The above example shows a thermoset adhesive, which reached a set temperature of 150°C in 12 seconds and maintained it for 10 seconds.